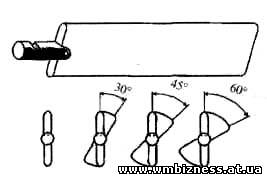
Теперь о ножах для навивки проволоки.
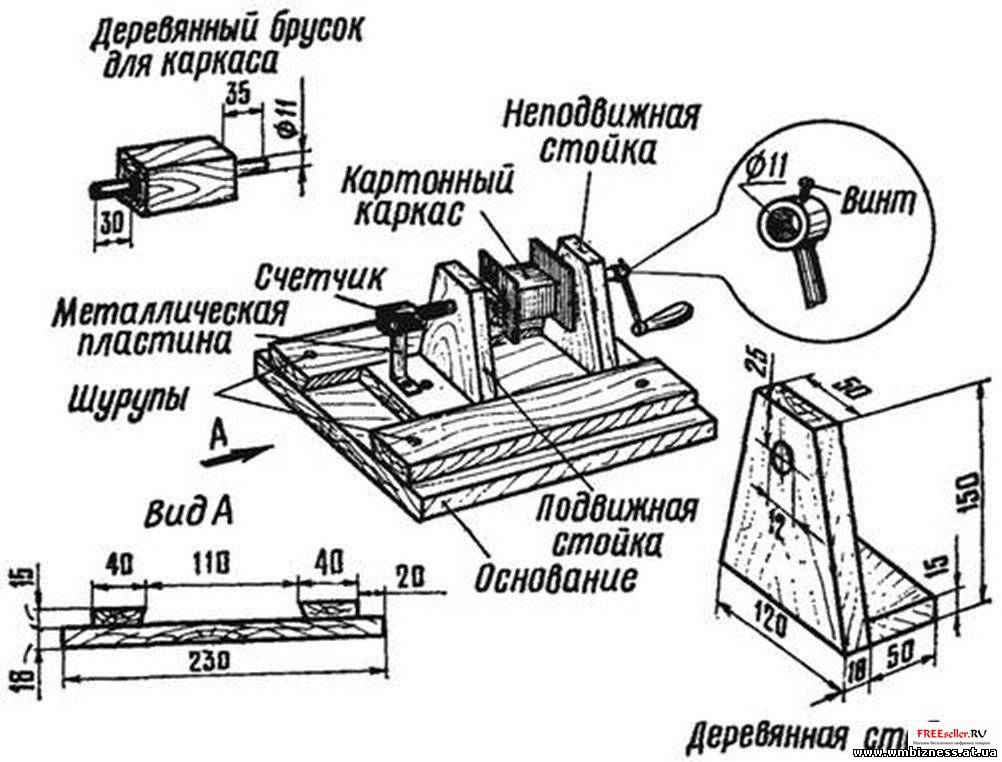
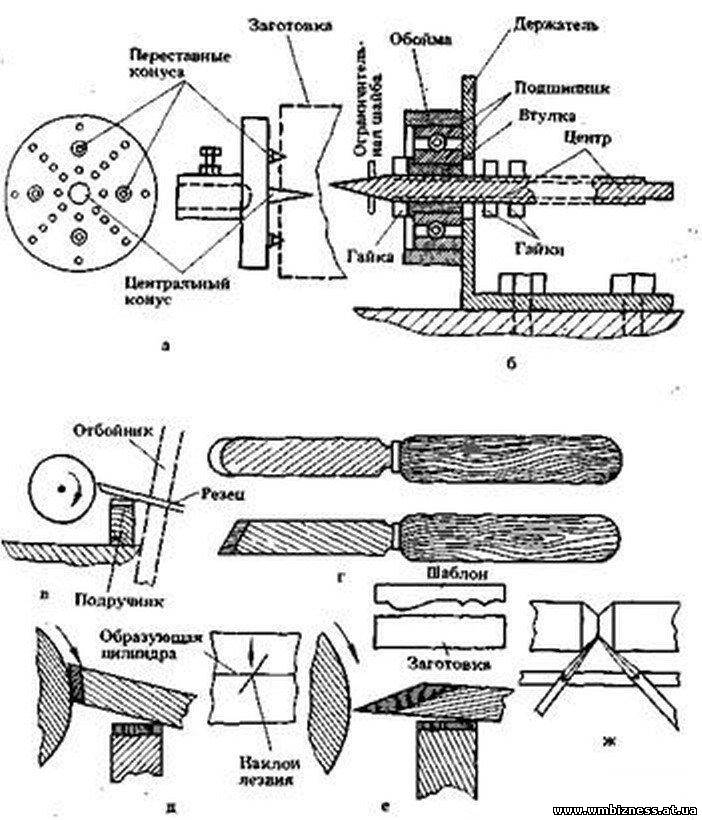
Для каждой трубы нужно заготовить по 3 – 4 ножа разной формы. Дело в том, что сравнительно мягкую проволоку удобнее навивать плоским ровным ножом, а для упругой проволоки требуется закрученный нож, причем для более упругой проволоки необходим нож с большим углом закрутки. Хвостовики у всех ножей одинаковые: диаметр 20 мм, длина 50 мм.
Для прямого ножа годится любая сталь, а закрученные ножи лучше делать из более твердой рессорной стали, иначе у них на входе в спиральную прорезь быстро образуются выемки, которые не позволяют проволоке соскальзывать в спираль.
Разумеется, нож не должен свободно болтаться в трубе, так как в противном случае при навивке спирали проволоку наверняка заклинит между ребрами ножа и трубой. Прямой нож подогнать до нужной ширины легко. А вот с закрученным ножом придется повозиться, так как в процессе закрутки ширина заготовки для ножа уменьшается. Поэтому для такого ножа подбирают полосу на 1-2 мм шире, чем надо, зажимают ее в тисках (в вертикальном положении), равномерно нагревают грелкой и поворачивают на нужный угол верхний ее конец. Незакрученные концы заготовки спиливают, прикрепляют хвостовик, после чего вручную подгоняют ширину ножа, чтобы зазоры были микронные, а не миллиметровые. Потом шлифуют края ножа и закаливают часть ножа, находящуюся возле хвостовика.
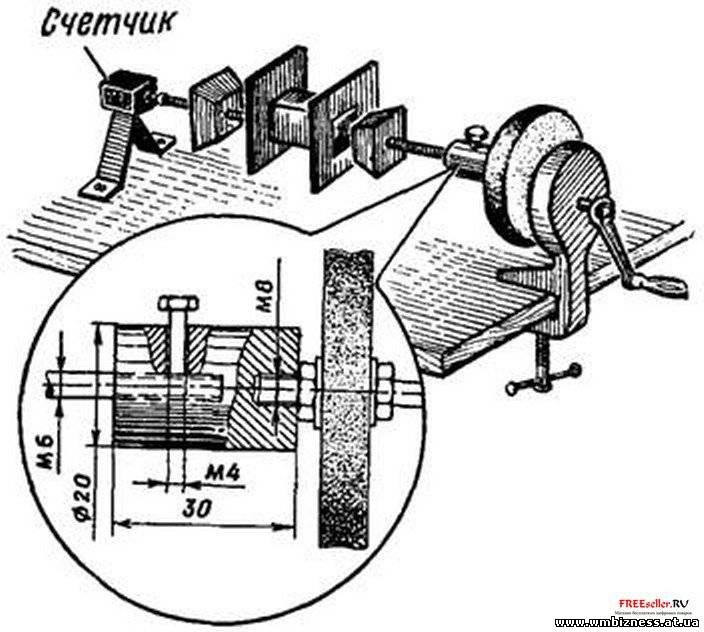
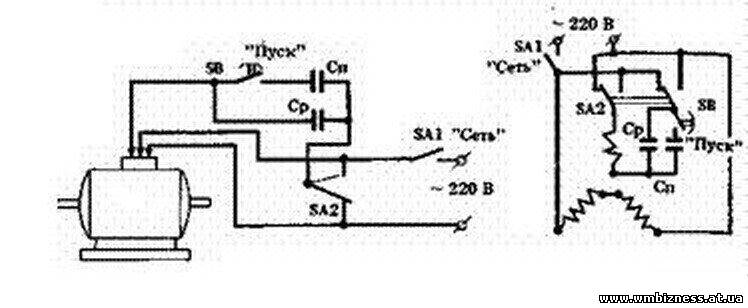
Чтоб не мучиться с обеспечением соосности, между хвостовиком ножа и осью шкива устанавливают кардан. Шкив, связанный приводным ремнем с электродвигателем, насажен на ось, которая вращается в двух подшипниках. На шкив (его диаметр 500 мм) предусмотрена ручка, чтобы шкив можно было иногда провернуть вручную. На двигателе установлен шкив, диаметр которого в 5—7 раз меньше диаметра шкива, соединенного с ножом.
Такое соотношение диаметров шкивов позволяет уменьшить частоту вращения ножа и увеличить развиваемое им усилие.
Хорошо бы между двигателем и наматывающим устройством поставить фрикционную передачу от промышленной швейной машины и управляющую педаль, но это все на усмотрение умельцев. Если есть возможность, то вместо электродвигателя лучше использовать "подсобника".
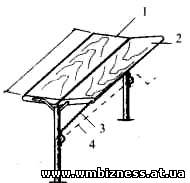
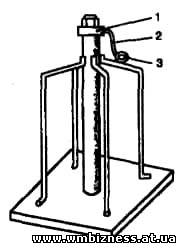
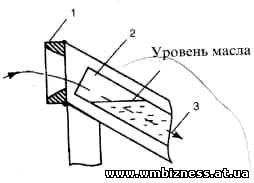
Монтажный стол
1 — неподвижная доска; 2 — поворотная доска; 3— пружина; 4 — приспособление для намотки сетчатого полотна (делается по желанию)
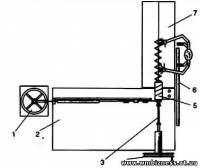
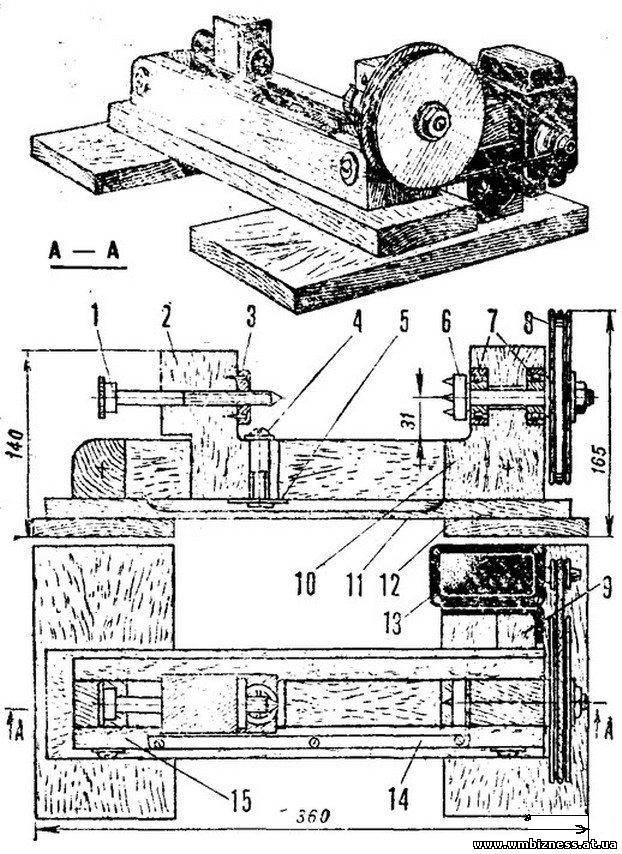
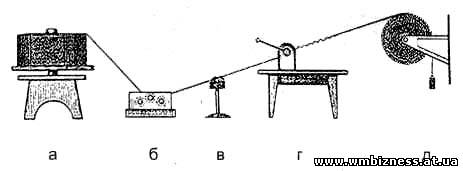
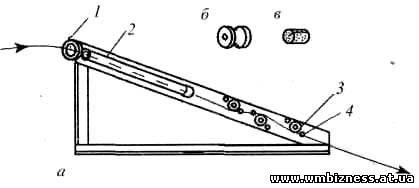
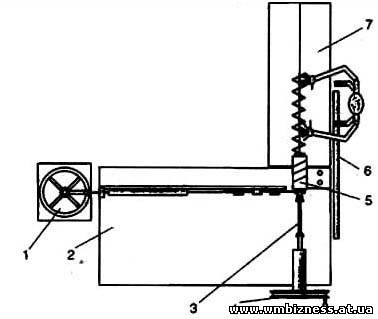
Установка для изготовления сетки "Рабица" (вид сверху)
1 — подающее устройство с проволокой; 2 — стол (0,5x1 м) с натяжным устройством; 3 — кардан; 4 — шкив с рукояткой (двигатель под столом не показан); 5 — механизм для формирования спирали; 6 — управляющая педаль; 7 — монтажный стол размером 0,3x2 м
Производительность навивки спиралей в этом случае будет выше, так как двигатель иногда такого намотает, что потом за час не распутаешь. Особенно хорошо работать с "подсобником", когда проволока не в бухте, а кусками, и приходится часто останавливать навивку, чтобы соединить куски. А последнее — прямая обязанность "подсобника".
Осталось сделать монтажный стол, на котором спирали будем объединять в сетку.
Перед началом работы установите бухту проволоки на подающем устройстве, протащите проволоку через смазывающее устройство и ролики и начинайте формировать первую спираль.
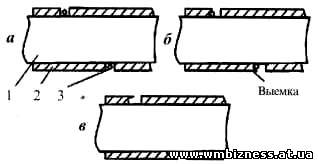
Со временем вы научитесь, согнув проволоку, сразу определять, какой нож следует установить в наматывающем устройстве. Подбирая положение роликов натяжного устройства, добейтесь, чтобы спираль выходила из станка совершенно плоская (а).
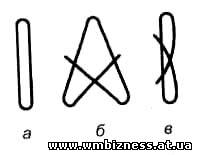
Форма витков спирали в зависимости от степени натяжения проволоки
а — натяжение нормальное (спираль плоская); б — проволока "недотянута"; в — проволока "перетянута"
Оттянув подвижную доску на монтажном столе, вставьте в образовавшийся зазор отрезок спирали нужной длины таким образом, чтобы его левый виток вошел в зацепление с первым витком следующей формируемой спирали. Нажав на педаль, включите свою установку. Через пару секунд спирали сплетутся вместе. После этого остановите установку, отделите кусачками полученную спираль, зажмите ее в столе и, сцепив витки сплетаемых спиралей, снова нажмите на педаль.
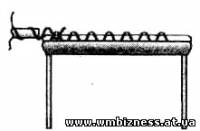
Монтажный стол в процессе работы
Если плести сетку с крупной клеткой из бухты проволоки, то удается сформировать 80-100 м сетки в день. Но бухты проволоки уже давно стали недостижимой роскошью. Приходится сетку делать из кусков проволоки любой длины. Обычная длина куска 50-60 м, что соответствует расстоянию между телеграфными столбами (ведь когда телеграфисты меняют провода, то старые обрезают и бросают).
В некоторых регионах такое "сырье" часто просто валяется бесхозным, в основном это омедненная стальная проволока диаметром 2-4 мм, но встречается и проволока, покрытая алюминием (к сожалению, при навивке спиралей на станке алюминиевое покрытие обдирается). В процессе работы куски проволоки можно просто складывать на земле, даже в таких условиях идет она равномерно.
Отдельные куски проволоки соедините между собой простыми петельками, формируя "узел" перед смазывающим устройством. Затем потихоньку вручную протяните "узел" до ножа.

Проволочный узел перед смазывающим устройством
Важно, чтобы "узел" лег на середину пластины ножа. Если "узел" пришелся на кромку, то на пару сантиметров укоротите проволоку, что уже втянута в наматывающее устройство, тем самым передвигая "узел" на нужное место.
И не бойтесь вязать сетку из сравнительно коротких кусков проволоки. Ведь даже если окажется 10-15 соединений, это никак не отразится ни на прочности сетки, ни на ее внешнем виде.
И немного о принимающем барабане в прежней конструкции, на который на первый взгляд удобно наматывать готовую сетку. Можно было бы, например, подобное устройство расположить под монтажным столом нашего приспособления. Но, вероятно, от намотки полотна лучше отказаться, поскольку одинаковые куски сетки, оформленные в рамку, гораздо удобнее бесконечного полотна. Такие рамки можно делать из проволоки диаметром 5-8 мм.
К примеру, на станке стоит наматывающее устройство с трубой 80 мм. Сетка получается с ячейкой в виде ромба, диагонали которого 12 см и 15 см. Приготовьте сетку из 36 спиралей по 20 витков в каждой, выдергивая сформированный кусок из-под монтажного стола, и расстелите ее на площадке, прокладывая по периметру толстую проволоку. Загните кончики спиралей таким образом, чтобы получился стандартный прямоугольник размером 1,75x3 м. Такой "блок" сетки легко переносить и крепить без посторонней помощи.
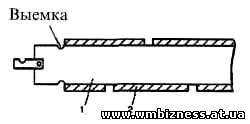
В наматывающем устройстве вполне можно использовать обычные водопроводные трубы, хотя сталь у них мягковата, да и внутренняя поверхность не особенно ровная. Поэтому лучше подобрать какой-нибудь гидроцилиндр.
Внутри он хонингован и никелирован, так что прослужит достаточно долго. Дело в том, что если край пропила, прилегающий к ножу, будет из мягкой стали, то продвигающаяся по нему проволока быстро "съест".
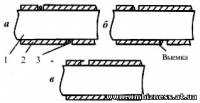
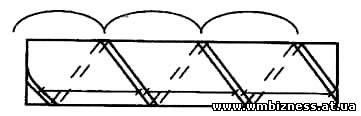
Состояние внутреннего края пропила в трубе наматывающего устройства с течением времени
а — новая труба; б и в — пропилы через год и полтора года эксплуатации соответственно
1 — нож; 2 — труба; 3 — проволока
Сначала там появляется выемка, потом проволоку начинает затягивать между ножом и трубой, в результате наматывающее устройство заклинивает и его останется только выбросить.
В общем, тратить силы на водопроводные трубы стоит только, если у вас уже есть неограниченные запасы алюминиевой, медной или мягкой вязальной проволоки. В этом случае подойдут и они.
Отметим, что напряжения, возникающие внутри наматывающего устройства, весьма велики. Иногда от растяжения рвется стальная проволока диаметром 3 мм, а для этого нужно усилие в сотни килограмм.
Особенно велики напряжения в проволоке, когда делаешь сетку с квадратной ячейкой, то есть прорезь в трубе располагается под углом 45 градусов. В результате иногда даже цинк с проволоки облетает чешуйками, из-за чего сетка быстро начинает ржаветь. Поэтому от сетки с квадратными ячейками, как уже говорилось, лучше отказаться, отдав предпочтение сеткам с ячейками в виде ромба.
И в заключение несколько практических советов.
• Желательно заправлять проволоку в наматывающее устройство нечасто. Станок может быть "заряжен" практически постоянно, только наращивай и наращивай проволоку. И это очень удобно, так как первоначальная заправка требует определенных навыков. Ведут заправку наматывающего устройства так. Конец проволоки загибают на 180°, зацепляют образовавшийся "крючок" за нож и, медленно поворачивая нож, вводят выступающую над ребром ножа часть "крючка" в прорезь трубы. Осторожно делают еще пол-оборота, обязательно прижимая конец проволоки к ножу длинной отверткой. Дело в том, что при движении проволоки в прорези "крючок" из-за возросших напряжений стремится разогнуться, а этого допустить нельзя, ибо в противном случае проволоку в наматывающем устройстве может заклинить. Вот и приходится "следить" за концом проволоки с помощью отвертки до самого выхода его из трубы. А чтобы не заправлять каждый раз новую проволоку в станок, прекращайте работу в тот момент, когда второй конец отрезка проволоки еще не "ушел" в смазывающее устройство. Таким образом, при возобновлении вязки сетки достаточно только подсоединить к "старой" проволоке новую, не забыв подправить в случае необходимости положение "узла" на ноже.
• Если вдруг кончилась проволока определенного вида и вам пришлось использовать проволоку с другой упругостью, установив нож другой конфигурации, то длина шага спирали из новой проволоки обязательно изменится на 1-2 мм. Поэтому первую спираль из новой проволоки придется вкручивать в предыдущую сравнительно медленно, зато уже вторая спираль закручивается без проблем.
• Жесткую упругую проволоку желательно предварительно отжечь, но качественно отжечь проволоку прямо в бухте очень трудно, так что обычно в бухте после отжига будут чередоваться участки проволоки с разной упругостью. А если проволока покрыта цинком, то при отжиге последний сгорит, в результате чего проволока утратит половину своей ценности. Выводы из сказанного сделайте сами.
• При формировании сетчатого полотна нож во время остановки станка должен располагаться вертикально, а чтобы начальные зигзаги ввинчиваемых спиралей при их соединении заняли нужное положение, нижнюю спираль перемещают в нужном направлении, используя зажимную доску монтажного стола.
• Если сетка в данный момент не нужна, не сплетайте из спиралей полотно, а просто сложите спирали вместе, в результате чего они займут совсем мало места. В дальнейшем из этих спиралей легко получить сетчатое полотно любой длины либо обрезая спирали, либо надставляя их теми же спиралями.