| woody | Дата: Пятница, 29.06.2012, 21:26 | Сообщение # 1 |

гуру CNC
Группа: Модераторы
Сообщений: 184
| Долго лопатил схемы импульсников, хотел собрать себе в гараж сварочку. В итоге махнул рукою на все замысловатости инверторов и решил намотать транс. Транс мотнул за два дня, сварка была готовая за неделю. Если не лениться получиться довольно компактно. Транс дополнил МК для регулировки тока и контроля температуры.
В общем выкладываю данные и инормацию.
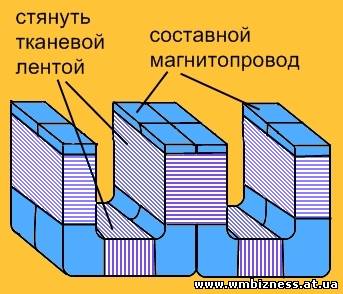
Сварочный аппарат собран из четырёх магнитопроводов от силовых телевизионных трансформаторов ТС-270 или ему подобных. Сборный магнитопровод состоит из двух двойных составных сердечников. Старые сердечники разбираются, с них следует снять арматуру и обмотки. П-образные половинки сердечников желательно пометить, чтобы при сборке они заняли свои прежние места. Далее отдельно собираем нижнюю и верхнюю половины составного магнитопровода. Четыре половинки П-образных секций туго стягиваем изолентой на тканевой основе, стараясь не допускать их смещения относительно друг друга.
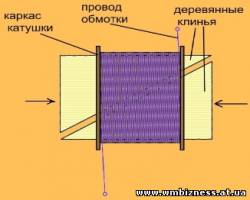
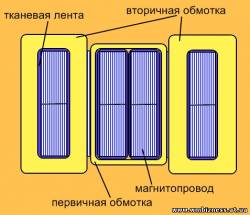
Из текстолита толщиной 1 мм или подобного материала собираем один каркас под первичную (в центре) и два каркаса под вторичную (по краям) обмотки. Изготавливая центральную катушку, не забудьте, что её придётся надевать на сердечник, обмотанный 2 - 3 слоями изоленты, т.е. размер окна каркаса должен быть на 2 - 3 мм больше размеров самого сердечника.
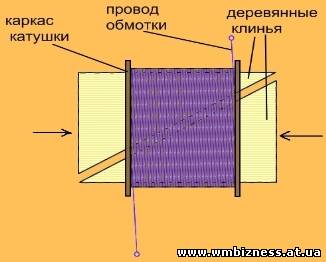
Первичная катушка наматывается проводом ПЭВ-2 сечением 2,5 мм2, виток к витку, всего 270 витков , с отводами от 190-го, 210-го, 230-го и 250-го. Необходима изоляция каждого слоя х.б. тканью, пропитанной лаком. Чтобы во время намотки катушка не деформировалась, её надевают на приспособление, состоящее из двух клиньев . Это, конечно, в том случае, если у вас под рукой нет станка для намотки катушек.
Вторичная обмотка состоит из 60 витков, намотанных на двух боковых катушках жгутом из проводов общим сечением 25 мм2. Если провода в ПВХ-изоляции, необходимо жгут обмотать лакотканью или тканевой изоляцией.
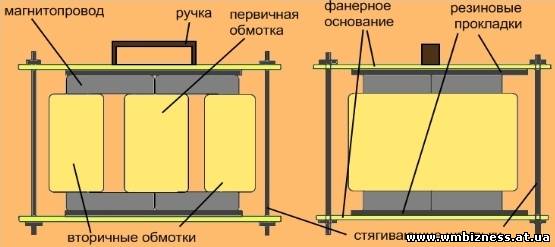
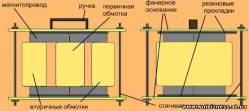
Каркас трансформатора состоит из двух одинаковых деталей. Это основание и крышка, изготовленные из многослойной фанеры толщиной 10 - 12 мм. На расстоянии около 50 мм от углов в них просверлены по 4 отверстия диаметром 12 мм - под стягивающие шпильки.
На основании размещаем нижнюю половину магнитопровода. Под него подкладывается лист резины толщиной не менее 5 мм. Резиновая прокладка служит для более плотного и равномерного сжатия верхней и нижней половин составного магнитопровода, предотвращают их смещение друг относительно друга и в какой-то степени устраняют вибрацию, возникающую при работе сварочного аппарата. Катушки фиксируем на сердечнике при помощи деревянных распорок,смоченных в лаке. Сверху устанавливаем вторую, верхнюю половину составного магнитопровода, стараясь при этом, чтобы половинки П-образных секций заняли места, на которых они находились при заводской сборке. Поверх укладываем вторую резиновую прокладку, идентичную нижней, накрываем конструкцию верхней фанерной крышкой и стягиваем шпильками .На верхнюю крышку прикручиваем ручку для переноски - металлическую или из куска кожаного ремня.
В "окнах" магнитопровода остаётся достаточно много свободного места, поэтому трансформатор неплохо вентилируется естественным образом. Кстати, при работе его лучше ставить на "попа" -таким образом нагретый воздух без задержек поднимается сквозь свободное пространство в трансформаторе. Конечно, размещение трансформатора в пространстве не имеет значения, если перед ним установить вентилятор. На фанерном основании это сделать нетрудно, надо лишь учесть размеры вентилятора при выпиливании каркаса.
Теперь немного о електронике.
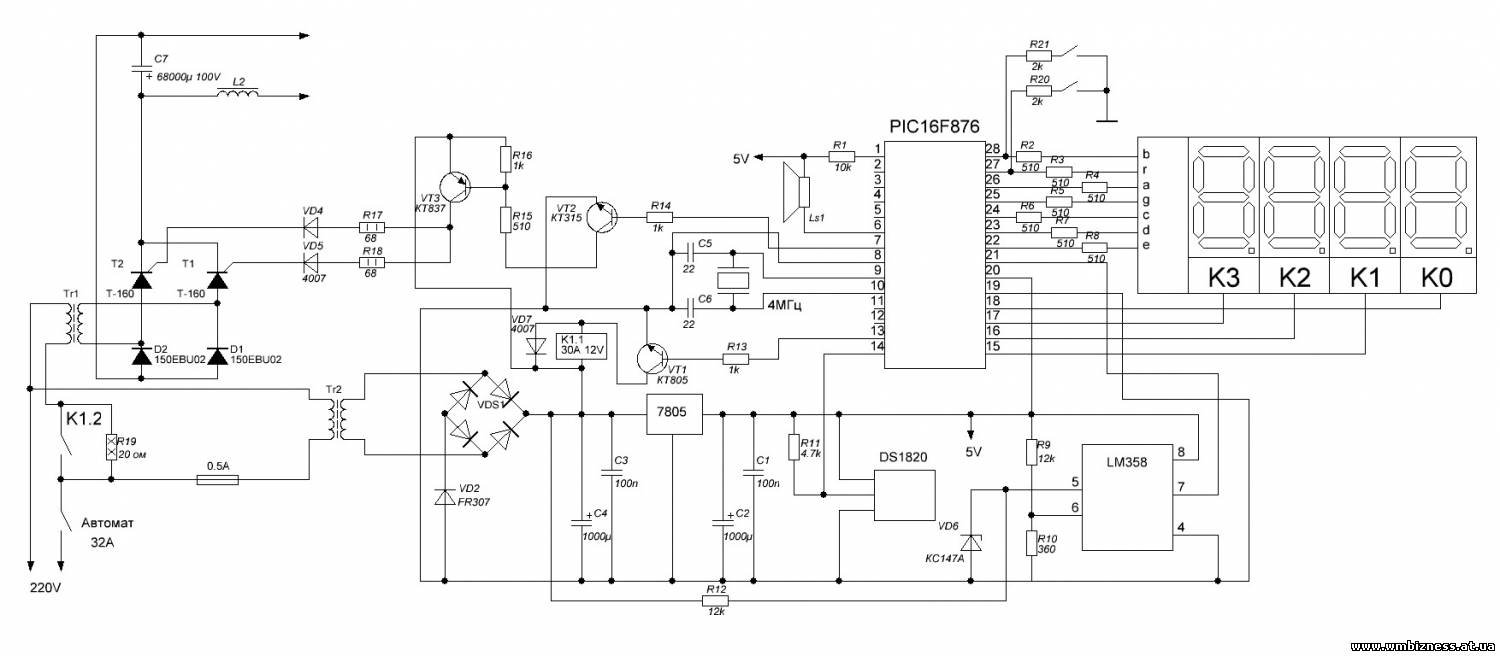
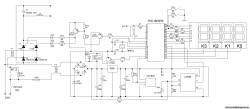
Схема собрана на пике. Так как пусковой ток трансформатора довольно велик поэтому, в момент включения питания первичная обмотка трансформатора подключается через резистор на 20 Ом, а спустя 0,5 сек. включается реле и его контакты шунтируют резистор. В момент задержки тиристоры закрыты, и ток в сварочную дугу не подаётся. На индикацию выводится надпись “дуга”.
В основу регулирования сварочного тока положен принцип управления фазой открытия тиристоров. В момент перехода сетевого напряжения через ноль с выхода компаратора (выв.7 LM358N) на вход INT микроконтроллера поступает импульс логического нуля, что вызывает прерывание. В ПП Int обработки этого прерывания запускается таймер TMR2 и сбрасывается RA5. Переполнение TMR2 приводит к другому прерыванию, в котором на выводе RA5 появляется высокий логический уровень, который открывает транзисторы и тиристор соответствующей полуволны сетевого напряжения. В результате, изменяя значение регистра PR2 (период таймера TMR2), можно управлять фазой открытия тиристоров, а соответственно и сварочным током.
Значение сварочного тока контроллер не отслеживает. Дело в том, что сварочная дуга – это сложный физический процесс, с непредсказуемой ВАХ. Во время сварки при одной и той же фазе открытия тиристоров ток в дуге может изменяться в разы! Это зависит в первую очередь от длины дуги. По этому программно задаётся только фаза открытия тиристоров без обратной связи по току. А чтобы сварщику, не имеющему представления о фазе, регулировать сварочный ток на индикацию выводится некое процентное значение мощности. С помощью кнопок сварщик может менять выходную мощность аппарата от 10 до 100 %. Программно предусмотрен также автодекремент (автоинкремент), при нажатии на одну из кнопок дольше 2 секунд происходит автоматическое быстрое уменьшение (увеличение) процентного значения мощности. С помощью применённых мною силовых элементов аппарата удалось получить ток в дуге до 130 А при установленном 100% значении мощности.
Если нажать на две кнопки одновременно, то в энергонезависимую память запишется текущее процентное значение мощности, с выводом на индикацию слова “АГА” и кратковременным включением зуммера. При следующем включении аппарата эта мощность будет по умолчанию.
Еще есть вариант контролера для полуавтомата. Добавлено управление електро-клапаном, проволкой и подачей.
Если кому нужно будет - добавлю.
Для умных деньги это только средства, а для идиотов цель всей жызни!
Это не дым от канифоли, нет - это души умерших транзисторов.
Скупой платит дважды, тупой платит трижды, а лох платит постоянно!
Сообщение отредактировал woody - Пятница, 29.06.2012, 21:28 |
| |
|
|
|
|